

貨快")
貨快")
貨快")
貨快")
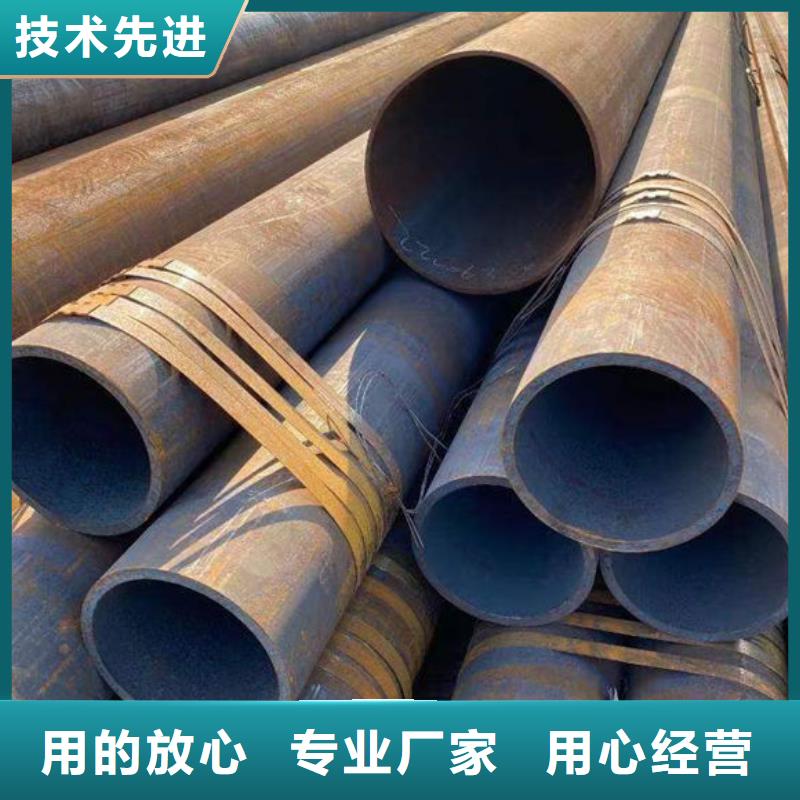
螺旋鋼管的連接可以有幾種不同的方式。如圓柱形內(nèi)螺紋套入圓柱形外螺紋;圓柱形內(nèi)螺紋套入圓錐形外螺紋以及圓錐形內(nèi)螺紋套入圓錐形外螺紋。后兩種方式可以獲得比較緊密的連接,所以也是常用的連接方式。管子用螺紋連接時,應在管子的外螺紋與管件的內(nèi)螺紋之間加入適當?shù)奶盍稀3S玫奶盍鲜怯吐楦桶缀衿帷>唧w做法是:在套焊的管(外)螺紋上,沿著螺紋的鋼材方向,纏繞一層薄而均勻的油麻根,再在麻根的表面涂以白厚漆,然后旋上連接件。必須注意的是,在使用麻根白厚漆時應避免使其進入管內(nèi),以免造成阻塞。在緊固好連接件之后,為了使接口清潔美觀,應將多余的油麻根和白漆和揩抹干凈。使用油麻根和白厚漆并不僅僅對于介質(zhì)起著密封的作用。它對于加工出來的螺旋鋼管還起著防銹的作用。貨快")
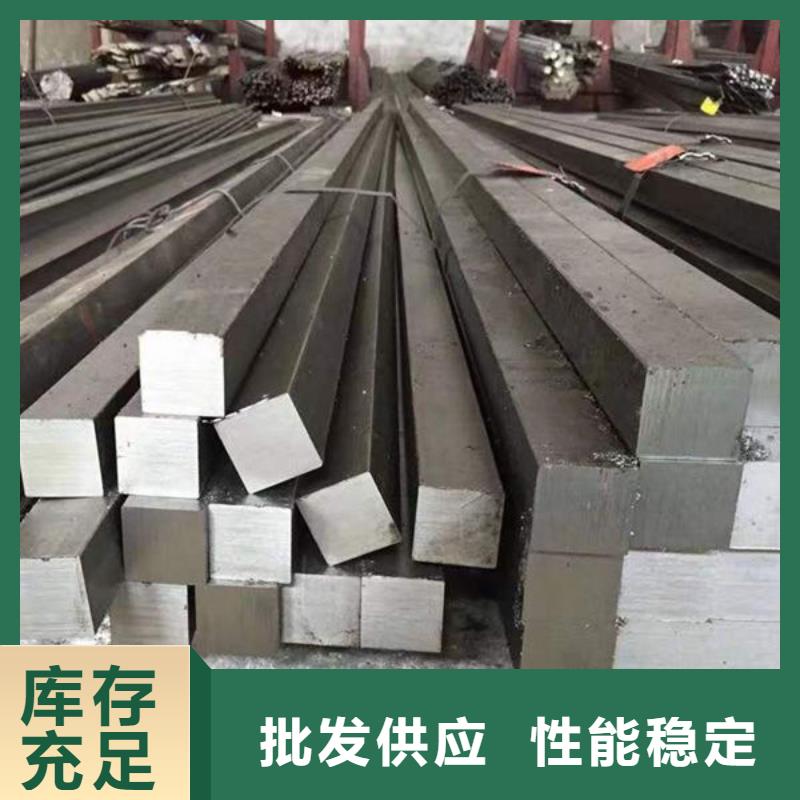
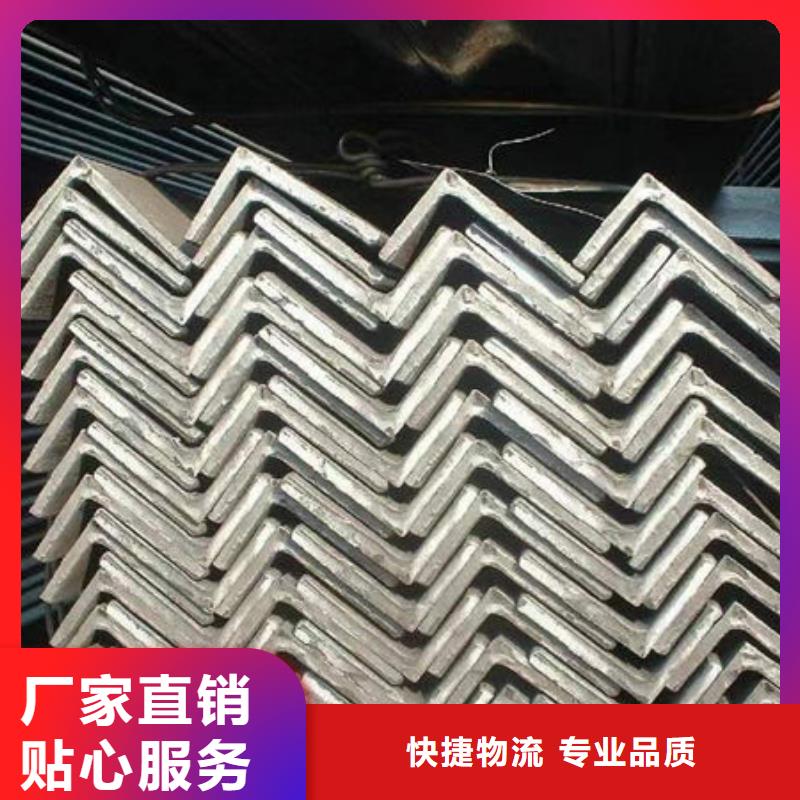
玉溪角鋼俗稱角鐵、是兩邊互相垂直成角形的長條鋼材。有等邊玉溪角鋼和不等邊玉溪角鋼之分。等邊玉溪角鋼的 兩個邊寬相等。其規(guī)格以邊寬×邊寬×邊厚的毫米數(shù)表示。如"∟30×30×3",即表示邊寬為 30毫米、邊厚為3毫米的等邊玉溪角鋼。等邊玉溪角鋼理論重量計算 鋼材理論重量計算的計量單位為公斤( kg )。其為: W (重量, kg ) = F (斷面積 mm2 )× L (長 度, m )×ρ(密度, g/cm3)× 1/1000 鋼的 密度為: 7.85g/cm3等邊玉溪角鋼的表面質(zhì)量在標準中有規(guī)定,一般要求不得存在使用上有害的缺陷,如分層、結(jié)疤、裂縫等。等邊玉溪角鋼幾何形狀偏差的允許范圍在標準中也有規(guī)定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項,并規(guī)定玉溪角鋼不得有顯著的扭轉(zhuǎn)。貨快")
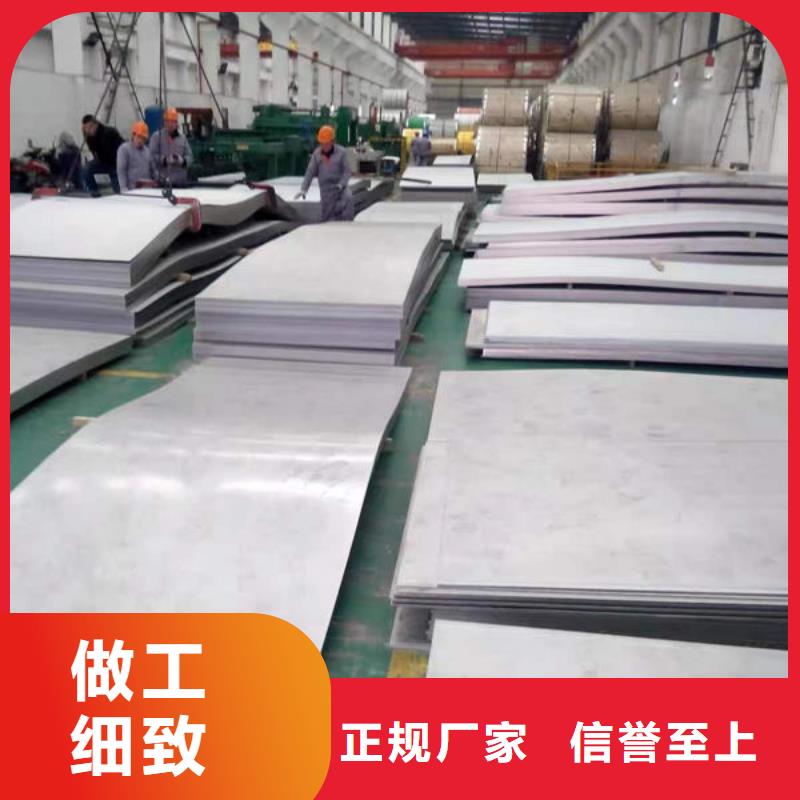
雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產(chǎn)線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經(jīng)過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形, 形成開口的O形。5. 預焊:使成型后鋼管合縫并采用氣體保護焊(MAG)進行連續(xù)焊接。6. 內(nèi)焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內(nèi)側(cè)進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側(cè)進行焊接。 超聲波檢驗對螺旋鋼管內(nèi)外焊縫及焊縫兩側(cè)母材進行的檢查。8. X射線檢查:對內(nèi)外焊縫進行的X射線工業(yè)電視檢查,采用圖象處理系統(tǒng)以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內(nèi)應力的分布狀態(tài)。貨快")
螺旋鋼管貨場a. 成型過程中鋼板變形均勻殘余應力小表面不產(chǎn)生劃傷。加工的螺旋鋼材在直徑和壁厚的尺寸規(guī)格范圍上有更大的靈活性尤其在生產(chǎn)高鋼級厚壁管特別是中小口徑厚壁管方面具有其他工藝無法比擬的優(yōu)勢 可滿足用戶在螺旋鋼管規(guī)格方面更多的要求。b. 采用先進的雙面埋弧焊的工藝,可在位置實現(xiàn)焊接,不易出現(xiàn)錯邊、焊偏和未焊透等缺陷容易控制焊接質(zhì)量。c. 對鋼管進行的質(zhì)量檢查使鋼管鋼材生產(chǎn)的全過程均在有效的檢測、監(jiān)控之下,有效地保證了產(chǎn)品質(zhì)量。d. 整條生產(chǎn)線的全部設備具備與計算機數(shù)據(jù)采集系統(tǒng)聯(lián)網(wǎng)的功能實現(xiàn)數(shù)據(jù)即時傳輸由中央控制室對生產(chǎn)過程中的技術(shù)參數(shù)。貨快")
