





想要了解【清污機-抓斗清污機誠信廠家】產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。
以下是:【清污機-抓斗清污機誠信廠家】的圖文介紹


機寬度齒耙管按10行重復作業。對1孔清污需重復運行3-4次即可完成。清污機械、回轉式清污機、啟閉機、景觀閘門及抓斗式清污機等,而清污機的常見問題主要包括齒耙彎曲變形問題、鏈條斷開脫軌問題與滑動軸承軸瓦磨損問題。因。此,要想避免這三類問題,必須在設計時注意以下事項:1、齒耙管材料應有足夠的直徑和壁厚,一般6米以下跨度的清污機寬度,齒耙管按10行重復作業對1孔清。
面壓力對于常用的節000N.m集中載荷校核,其撓度不大于1/250,鋼管壁厚不宜低于6mm.。對于更大尺寸的回轉清污機,可考慮使用多道牽引鏈條以改善齒耙受力情況,或者通過對齒耙管中部進。行局部加強使之成為變截面受力構件。2、長節距板式滾子鏈是清污機(回轉式機械格柵)主要的運動部件,對于鏈條圓弧過渡處,設計時應盡量把直徑加大,以保證其過渡的平滑,減少其對圓弧軌道面壓力,對于常用的節000Nm集中載荷。
校正可采用液壓校正機距1。25的板式滾子鏈而言,此過渡半徑不宜小于350mm。3、軸瓦與軸承座之間使用定位銷定位防止相對滑動,而更換自潤滑軸承以提高其潤滑效果。使用強制自動注油系統對軸瓦進行潤滑。清污機制造按下列工藝進行:施工準備→放樣。→下料→清污機拼焊→校正→防腐→驗收。1、清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機距125的板式滾子。
5mm構件拼裝完校正,使其滿足規范要求。清污機單件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。2、拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣。板對腹板的傾斜度≤1.5mm。構件拼裝完校正使其滿足規范要。
調節好焊接電流電弧畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節好焊接電流、電弧畢經過檢驗員復檢合。
面壓力對于常用的節000N.m集中載荷校核,其撓度不大于1/250,鋼管壁厚不宜低于6mm.。對于更大尺寸的回轉清污機,可考慮使用多道牽引鏈條以改善齒耙受力情況,或者通過對齒耙管中部進。行局部加強使之成為變截面受力構件。2、長節距板式滾子鏈是清污機(回轉式機械格柵)主要的運動部件,對于鏈條圓弧過渡處,設計時應盡量把直徑加大,以保證其過渡的平滑,減少其對圓弧軌道面壓力,對于常用的節000Nm集中載荷。
校正可采用液壓校正機距1。25的板式滾子鏈而言,此過渡半徑不宜小于350mm。3、軸瓦與軸承座之間使用定位銷定位防止相對滑動,而更換自潤滑軸承以提高其潤滑效果。使用強制自動注油系統對軸瓦進行潤滑。清污機制造按下列工藝進行:施工準備→放樣。→下料→清污機拼焊→校正→防腐→驗收。1、清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機距125的板式滾子。
5mm構件拼裝完校正,使其滿足規范要求。清污機單件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。2、拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣。板對腹板的傾斜度≤1.5mm。構件拼裝完校正使其滿足規范要。
調節好焊接電流電弧畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節好焊接電流、電弧畢經過檢驗員復檢合。



閘門啟閉機廠家(康禹)水工機械廠(梓潼分公司)相伴一生,值得托付,為客戶提供好的 螺桿啟閉機產品好的服務,是企業不懈的追求。
【清污機-抓斗清污機誠信廠家】


焊接采用埋弧自動焊接須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1。.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體焊接采用埋弧自動焊接須在符合要求的平臺上。
4端頭處理所有埋,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。。其余焊縫采用手工焊接,手工焊接時,應采用合適的工藝參數,運條要依照規范進行,表面波紋必須均勻;結尾不準留有弧坑,直線焊縫至邊緣,圓環形焊縫或方形焊縫首尾交接處均必須飽滿而不出現超高或凹坑。4、端頭處理:所有埋影響埋弧焊焊縫成形。
放過程中產生變形及損件端頭采用銑床進行銑削處理,確保安裝質量。5、清污機防腐:埋件制作成型后,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6。、成品堆放保護:埋件制造驗收合格后,運至成品區標識,整齊堆放,并注意保護,防止搬運途中及堆放過程中產生變形及損件端頭采用銑床進行銑。
→放樣→下料→清污機傷。清污機產品質量好作用大與其制造工藝流程緊秘相關。(1)清污機制作應滿足DL/T5018-94.8.3清污機制造規范及招標文件有關埋件制造的技術要求。(2)清污機制作工藝程序清污機制。造按下列工藝進行:施工準備→放樣→下料→清污機傷清污機產品質量好。
度≤15mm構件拼焊→校正→防腐→驗收。清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。清污機單件制造完成后,對接。焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼焊→校正→防腐→驗。
形式尺寸施工工藝拼裝完畢,經過檢驗員復檢合格后,即。可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝拼裝完畢經過檢驗員。
4端頭處理所有埋,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。。其余焊縫采用手工焊接,手工焊接時,應采用合適的工藝參數,運條要依照規范進行,表面波紋必須均勻;結尾不準留有弧坑,直線焊縫至邊緣,圓環形焊縫或方形焊縫首尾交接處均必須飽滿而不出現超高或凹坑。4、端頭處理:所有埋影響埋弧焊焊縫成形。
放過程中產生變形及損件端頭采用銑床進行銑削處理,確保安裝質量。5、清污機防腐:埋件制作成型后,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6。、成品堆放保護:埋件制造驗收合格后,運至成品區標識,整齊堆放,并注意保護,防止搬運途中及堆放過程中產生變形及損件端頭采用銑床進行銑。
→放樣→下料→清污機傷。清污機產品質量好作用大與其制造工藝流程緊秘相關。(1)清污機制作應滿足DL/T5018-94.8.3清污機制造規范及招標文件有關埋件制造的技術要求。(2)清污機制作工藝程序清污機制。造按下列工藝進行:施工準備→放樣→下料→清污機傷清污機產品質量好。
度≤15mm構件拼焊→校正→防腐→驗收。清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。清污機單件制造完成后,對接。焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼焊→校正→防腐→驗。
形式尺寸施工工藝拼裝完畢,經過檢驗員復檢合格后,即。可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝拼裝完畢經過檢驗員。



被污物壓壞清污機械溝渠分布格柵,除污機除污完一個溝渠的格柵后,至另一溝渠,繼續除污,直至所有溝渠格柵柵面污物完畢,柵前后水位差達到正常值時為止。本設備有多種材質,可以根據客戶要求鑄造,同時公司還生產有回轉式格柵除污機,螺旋輸送機,無軸螺旋輸送機等攔污柵有效的將水庫或河道上的污物攔截后,。需要使用清污機械將攔污柵上的污物及時清理,保障水口過水順暢,減少誰能損失、避免攔污柵被污物壓壞。清污機械溝渠分布格柵除污機。
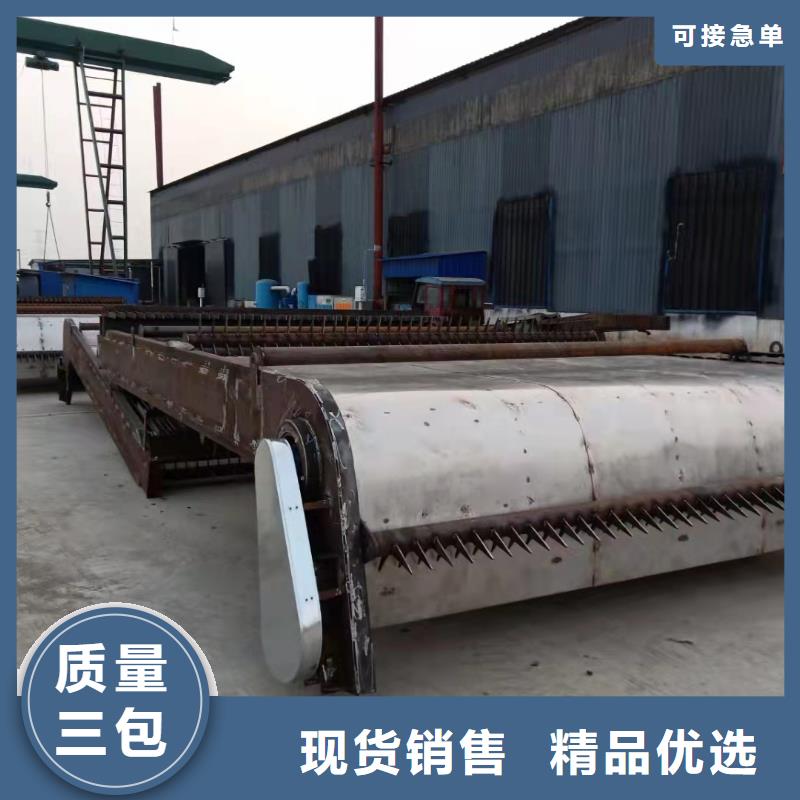
站專用清污機的 機是水電站、泵站專用清污機的總稱。主要由機架、水下清污裝置、牽引裝置、控制系統、保護系統等部分構成。清污機械包括:1)耙斗式清污機2)回轉式清污機3。)抓斗是清污機。一、耙斗式清污機――水電站專用清污機1基本工作原理如右圖所示2性能特點:半封閉斗室利于同時清理多種類型綜合性的水體垃圾,兼有抓斗式和齒耙式清污機的優點。3工況適應性:復雜工況適應性好。4為:水電站專用清污機的 機是水電站泵站專用清。
活造價低3工況型;以及工況。惡劣,污物復雜的水利設施清污機。二、抓斗式清污機――泵站及水利設施清污機1基本工作原理如右圖所示2性能特點:封閉斗室利于清理以粗大和數量眾多的漂浮型為主的水體垃圾,優點是布置靈活,造價低。3.工況型以及工況惡劣。
柵前回轉兩種型2性能適應性:工況適應較為單純。4為:以漂浮物為主的泵站;城市供排水粗過濾;要求不高的水利設施清污機。5技術特色:參考。在歐洲廣泛應用的荷蘭BOSKER的自動抓斗式清污機機型。進行了系列技術改進,增強了運行的穩定性,清污性能,改進了排渣方式,以適應我國水工工況。三、齒耙回轉式清污機――市政供、排水及工業設施用清污機1基本工作原理如右圖所示:分。繞柵回轉和柵前回轉兩種型2性能適應性工況適應較為。
回轉機型及不同類型特點:無斗室(或稱斗室開放),篦柵裝置有利于清理較小、阻塞型垃圾,優點是連續工作性能好。3.工況適應性:工況適應單純。d.為:城市供排水系統;污水處理廠;火電廠循環水;工業水處理等用途的清污機。4技術特色:根據工況條件和工作要求,選擇柵前回轉或繞柵回轉機型,及不同類型特點無斗室或稱斗。
站專用清污機的 機是水電站、泵站專用清污機的總稱。主要由機架、水下清污裝置、牽引裝置、控制系統、保護系統等部分構成。清污機械包括:1)耙斗式清污機2)回轉式清污機3。)抓斗是清污機。一、耙斗式清污機――水電站專用清污機1基本工作原理如右圖所示2性能特點:半封閉斗室利于同時清理多種類型綜合性的水體垃圾,兼有抓斗式和齒耙式清污機的優點。3工況適應性:復雜工況適應性好。4為:水電站專用清污機的 機是水電站泵站專用清。
活造價低3工況型;以及工況。惡劣,污物復雜的水利設施清污機。二、抓斗式清污機――泵站及水利設施清污機1基本工作原理如右圖所示2性能特點:封閉斗室利于清理以粗大和數量眾多的漂浮型為主的水體垃圾,優點是布置靈活,造價低。3.工況型以及工況惡劣。
柵前回轉兩種型2性能適應性:工況適應較為單純。4為:以漂浮物為主的泵站;城市供排水粗過濾;要求不高的水利設施清污機。5技術特色:參考。在歐洲廣泛應用的荷蘭BOSKER的自動抓斗式清污機機型。進行了系列技術改進,增強了運行的穩定性,清污性能,改進了排渣方式,以適應我國水工工況。三、齒耙回轉式清污機――市政供、排水及工業設施用清污機1基本工作原理如右圖所示:分。繞柵回轉和柵前回轉兩種型2性能適應性工況適應較為。
回轉機型及不同類型特點:無斗室(或稱斗室開放),篦柵裝置有利于清理較小、阻塞型垃圾,優點是連續工作性能好。3.工況適應性:工況適應單純。d.為:城市供排水系統;污水處理廠;火電廠循環水;工業水處理等用途的清污機。4技術特色:根據工況條件和工作要求,選擇柵前回轉或繞柵回轉機型,及不同類型特點無斗室或稱斗。

