

我們的現場實拍視頻將帶您走進螺旋管_【防腐管】按需定制真材實料產品的世界,讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
以下是:四川資陽螺旋管_【防腐管】按需定制真材實料的圖文介紹


焊縫處理:如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。螺旋鋼管若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。
受壓容器的強度檢驗:受壓容器,除進行密封性試驗外,還要進行強度試驗。常見有水壓試驗和氣壓試驗兩種。它們都能檢驗在壓力下工作的容器和管道的焊縫致密性。氣壓試驗比水壓試驗更為靈敏和速,同時試驗后的產品不用排水處理,對于排水困難的產品尤為適用。但試驗的危險性比水壓試驗大。進行試驗時,必須遵守相應的技術措施,以防試驗過程中發生事故。



鋼興鋼管 (資陽市分公司)為您提供詳細的 20G無縫鋼管產品報價、參數、圖片等商品信息,如需進一步了解 20G無縫鋼管,請與廠家直接聯系。


焊接工藝:從焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊管不可避免地會有很多的丁字焊縫,因此存在焊接缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。而且,根據埋弧焊的工藝規定,每條焊縫均應有引弧處和熄弧處,但每根直縫焊管在焊接環縫時,無法達到該條件,由此在熄弧處可能有較多的焊接缺陷。
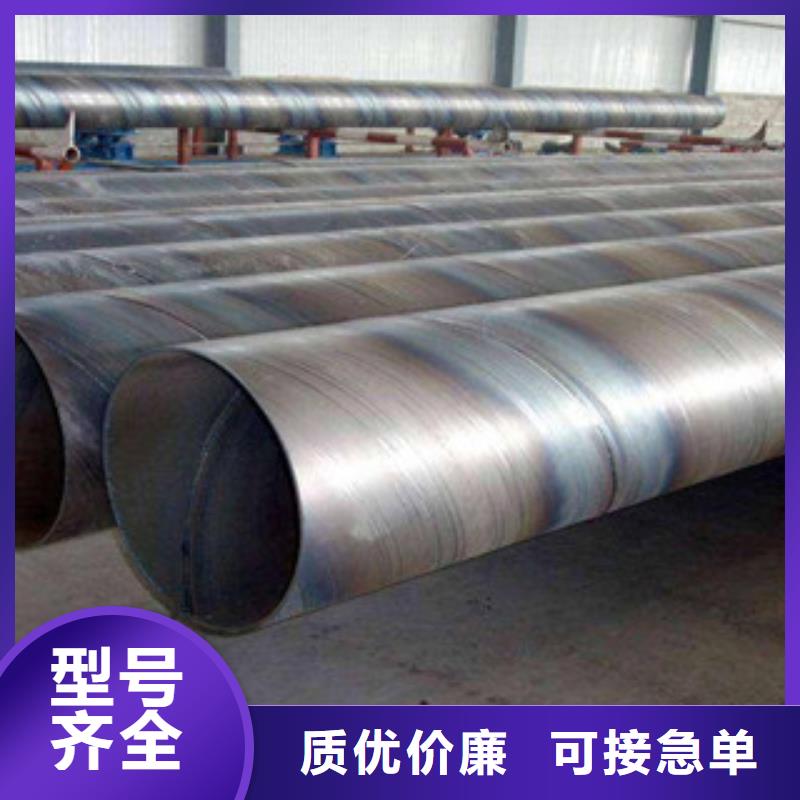
強度特點管子在承受內壓時,通常在管壁上產生兩種主要應力,即徑向應力δY和軸向應力δX。焊縫處合成應力δ=δY(l/4sin2α+cos2α)1/2,其中,α為螺旋焊管焊縫的螺旋角。
螺旋焊管焊縫的螺旋角一般為50-75度,因此螺旋焊縫處合成應力是直縫焊管主應力的60-85%。在相同工作壓力下,同一管徑的螺旋焊管比直縫焊管壁厚可減小。
強度特點管子在承受內壓時,通常在管壁上產生兩種主要應力,即徑向應力δY和軸向應力δX。焊縫處合成應力δ=δY(l/4sin2α+cos2α)1/2,其中,α為螺旋焊管焊縫的螺旋角。
螺旋焊管焊縫的螺旋角一般為50-75度,因此螺旋焊縫處合成應力是直縫焊管主應力的60-85%。在相同工作壓力下,同一管徑的螺旋焊管比直縫焊管壁厚可減小。



螺旋管定尺長度與價格:
生產定尺長度管比通常長度管的成材率下降幅度較大,生產企業提出加價要求是合理的。加價幅度各企業不盡一致,一般為基價基礎上加價10%左右。定尺長度應在通常長度范圍內,是合同中要求的某一固定長度尺寸。但實際操作中都切出 定尺長度是不大可能的,因此標準中對定尺長度規定了允許的正偏差值。若標準中無倍尺長度偏差及切割余量規定時,應由供需雙方協商并在合同中注明。倍長尺度同定尺長度一樣,會給生產企業帶來成材率大幅度降低,因此生產企業提出加價是合理的,其加價幅度同定尺長度加價幅度基本相同。
等離子切割煙塵:
等離子在切割工件過程中會產生大量的化金屬蒸氣、臭氧、氮氧化物煙塵,會嚴重污染周圍環境。解決煙塵問題的關鍵是如何把等離子煙塵全部吸入到除塵設備中,從而防止空氣污染。


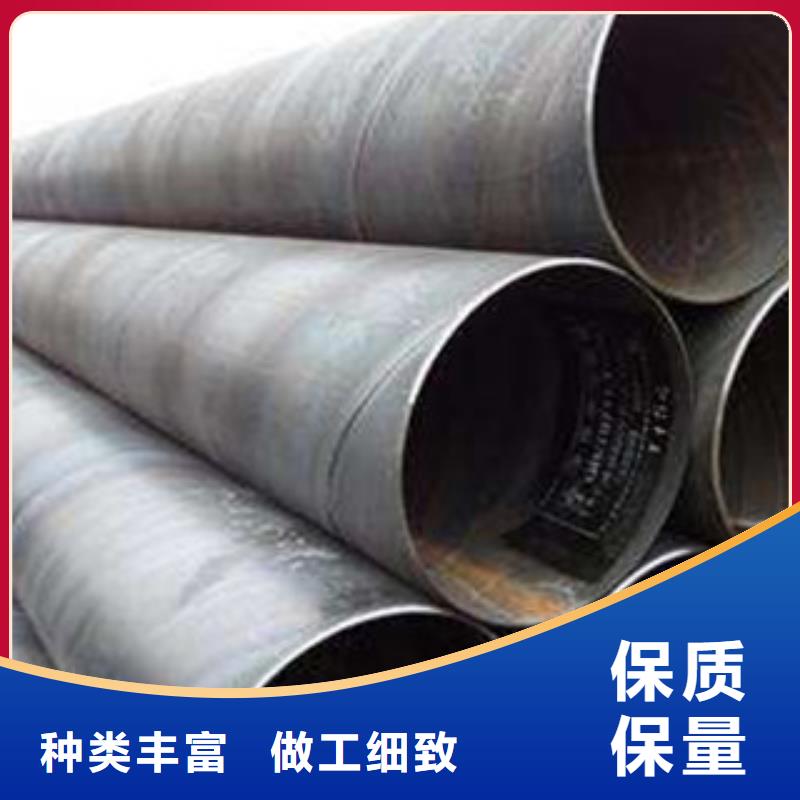
螺旋鋼管主要工藝特點:成型過程中,鋼板變形均勻,殘余應力小,表面不產生劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼級厚壁管,特別是中小口徑厚壁管方面具有其他工藝無法比擬的優勢, 可滿足用戶在螺旋鋼管規格方面更多的要求。采用先進的雙面埋弧焊的工藝,可在 位置實現焊接,不易出現錯邊、焊偏和未焊透等缺陷,容易控制焊接質量。 對鋼管進行的質量檢查,使鋼管生產的全過程均在有效的檢測、監控之下,有效地保證了產品質量。整條生產線的全部設備具備與計算機數據采集系統聯網的功能,實現數據即時傳輸,由中央控制室對生產過程中的技術參數。



