

想了解珩磨管油缸管廠家直銷供貨穩定產品的更多信息?一部視頻,讓你輕松get到所有重點!
以下是:珩磨管油缸管廠家直銷供貨穩定的圖文介紹

簡析珩磨管市場發展現狀隨著珩磨管的個性化需求,珩磨管生產廠家需要采用科學的設計方法,以達到用戶的需求。隨著競爭的日益激烈,鋼材市場的利潤空間越來越小,價格透明度越來越高。每個鋼管市場都有不同規格,并有超過1萬種型號。鋼管生產加工企業也有許多。產品包括管類鑄件、冷拔管、精整管、熱膨脹管、直縫焊管、珩磨管等。管徑從5毫米到1200毫米,也可為客戶定制不同口徑管材。珩磨管行業積推進技術進步、產品創新、節能減排,珩磨管行業的能耗和二氧化硫排放量下降。隨著大量產品的大量涌入,不銹鋼珩磨管市場已經出現了供過于求的現狀。價格持續走低。隨著市場的價格下跌,產業拓展的沖動正在逐漸停止。


但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。從上述分析可見,珩磨管的裝配間隙對油缸質量至關重要,而裝配間隙應以支承襯套來調整,才能符合實際要求而達到理想的作業效果。再來說到的是珩磨管支承襯套所用的材料,通常來說有尼龍和聚甲醛兩種,前者的強度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩定性差,還會受受溫度影響;而后者具有良好的綜合性能,包括抗拉強度、沖擊韌性、剛度、疲勞強度、抗蠕變性能和尺寸穩定性等等,但就是加熱易分解,成型困難。



.油缸管,其采用珩磨工藝或者是滾壓工藝,哪一個是比較好的?油缸管,如果其采用的是珩磨工藝的話,即為珩磨管珩磨管,不過,將其與滾壓油缸管進行比較的話,那么,則是后者,即為滾壓油缸管,要好一些,這是因為:油缸管進行滾壓后,其表面硬度是要高于珩磨油缸管的,這樣,可以來延長其使用壽命。并且,在加工時間上,可以大大縮短,在直線度上,可以大大提高。因此,油缸管采用滾壓工藝,是要好于珩磨工藝的。3.珩磨油缸管,其是為無縫鋼管嗎?珩磨油缸管,其是為無縫鋼管,所以在這個問題上,其回答為是,是肯定的,這是因為:珩磨油缸管,其是屬于珩磨管的,而珩磨管,其是為經過珩磨加工的無縫鋼管。因此,珩磨油缸管,其是為無縫鋼管。


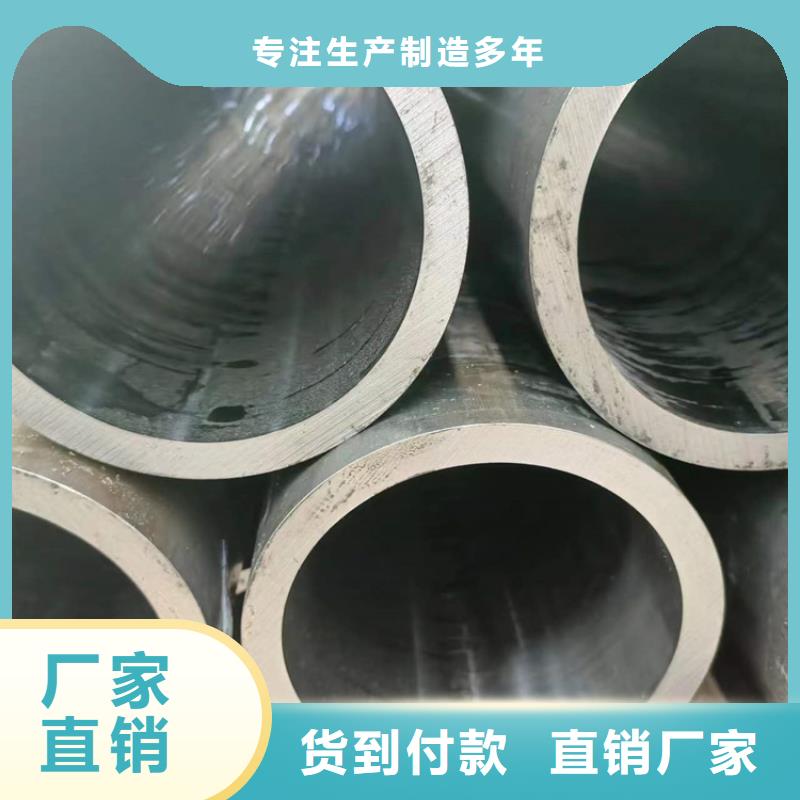
3、珩磨管的表面粗糙度,一般是為多少?珩磨管這一網站產品和關鍵詞,其在表面粗糙度上,一般來講,是為Ra0.4,而且,這也是必須要達到的,是其基本要求。如果,想要得到提高的話,那么,可以用細砂紙打磨,或是使用鏡面加工設備,使其進行鏡面加工,從而,來達到目的。上述這些問題都是關于珩磨管的,給出具體答案好讓大家通過學習,來清楚明白,有正確認識,這樣,也可以避免出錯,進而,在產品的使用及利用上,其使用效果。珩磨管,就是經過絎磨加工的無縫鋼管。珩磨是一種機械加工工藝,通過珩磨頭對冷拔管內孔進行往復高速磨加工工藝加工,使內孔達到我們所需要的公差尺寸及表面粗糙度要求。根據客戶要求珩磨加工,能達到公差范圍(如H7,H8,H9等),粗糙度能達到Ra0.4,橢圓度達到3~5絲范圍內,長度長能到8m。


九冶管業(山亭區分公司)服務承諾
1、在客戶正常的儲運、保養、使用條件下,因【研磨管】產品的制造質量問題而不能正常使用時,提供三包(保修、包退、包換)服務。
2、在接到【研磨管】質量信息反饋時,將在24小時內提出處理意見,并做到100小時內趕到現場處理問題,待正常運轉后,再分析原因,明確責任。
3、為出廠【研磨管】產品提供必要的技術文件和產品合格。
4、根據客戶需求或協議及時提供備品、備件和安裝、調試、維修服務及對客戶有關人員進行技術培訓。


