



如果你想要更深入地了解我們的小口徑無縫鋼管生產廠家產品,那么請務必觀看這部視頻。它一定會給你帶來意想不到的驚喜和收獲。
以下是:小口徑無縫鋼管生產廠家的圖文介紹
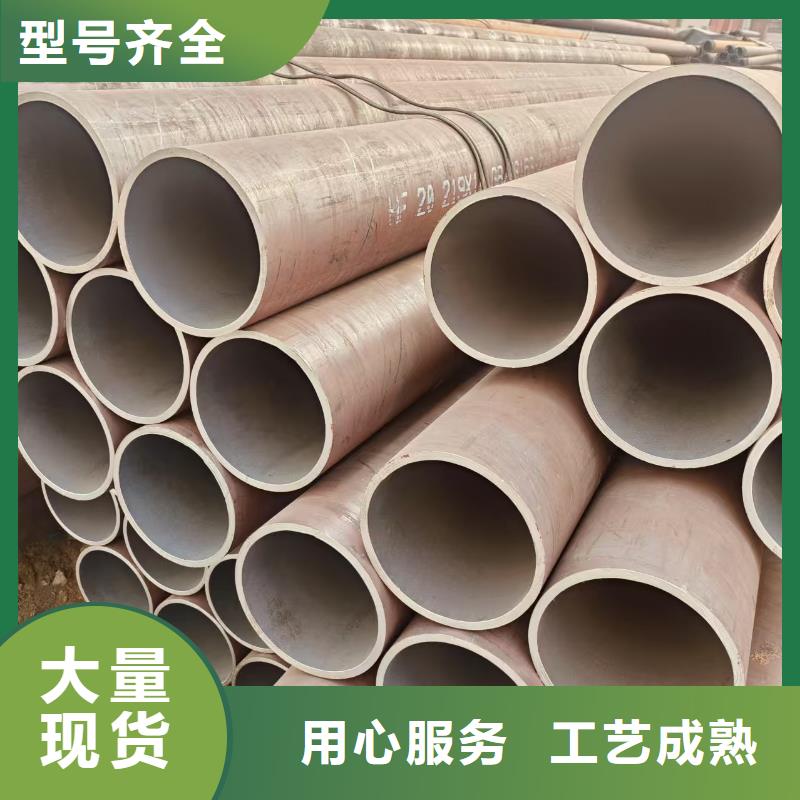
聚旺物資有限公司(永州分公司)位于開發區大東鋼管市場一區A3號,公司具有現代化的生產設備和多年的生產技術,產品的多樣化即美觀大方又有j i好的立體效應,自動化表面浸塑,使產品具有了耐腐蝕、抗老化 、耐酸堿、不腿色、表面平整、光亮、手感好的特點,進而使產品達到完美的境界。
我公司生產的產品主要包括: 君誠鋼塑復合管等產品,公司成立迄今,正是由于各界朋友們對于我們的持續支持與關懷,及本公司全體同仁辛勤的耕耘與付出,使公司持續發展與茁壯成長。展望未來,我公司懷著感恩之心,更加追求卓越的業績,來回饋社會,服務顧客。


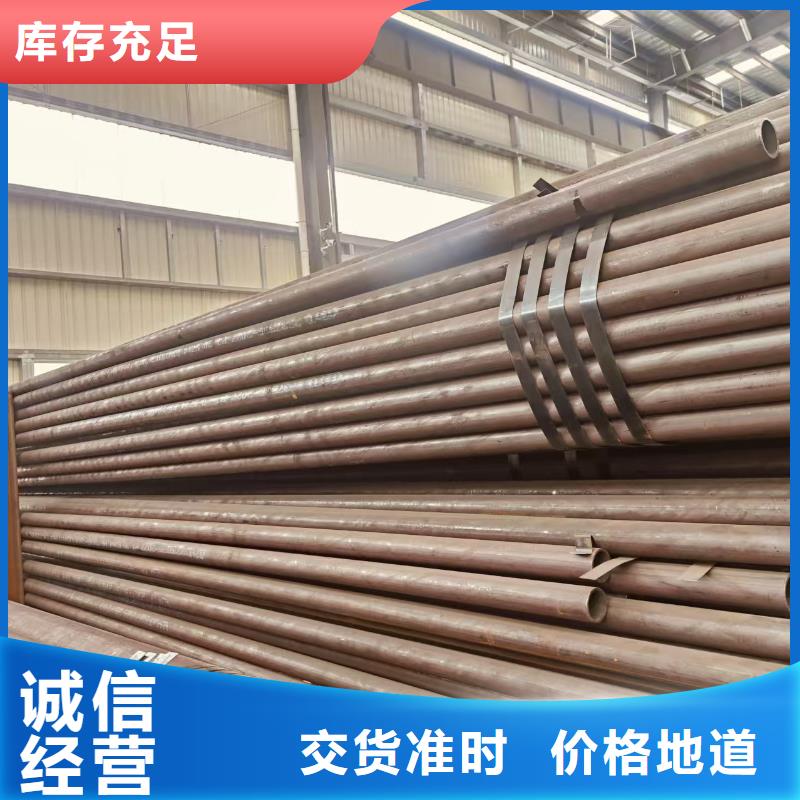
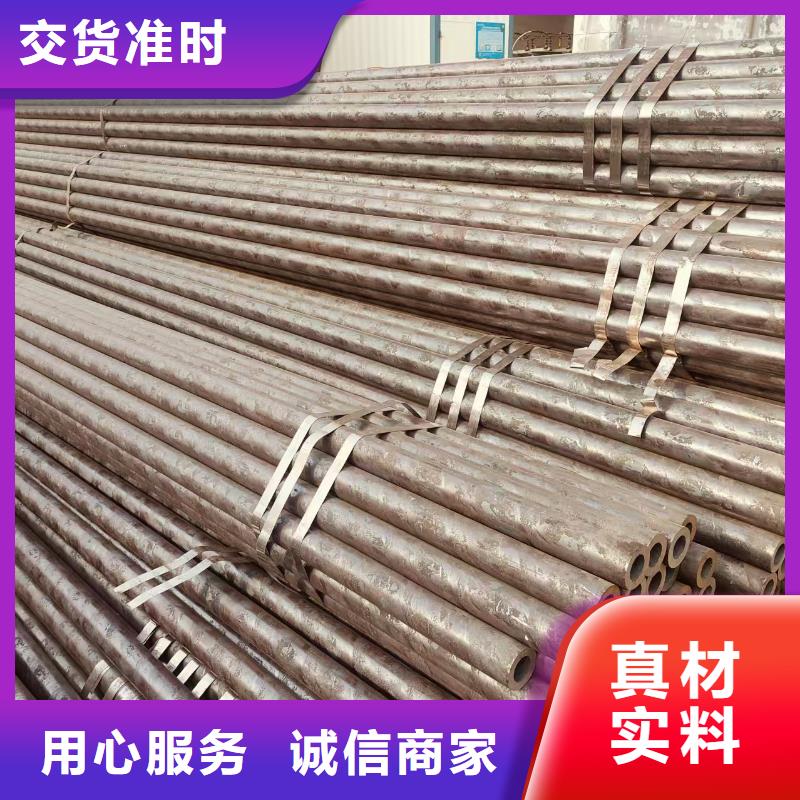
無縫管的生產是一個復雜而嚴謹的過程,涉及多個關鍵步驟和注意事項。以下是對無縫管生產過程的詳細解析以及需要注意的事項:無縫鋼管的生產過程無縫管的生產過程主要包括以下幾個步驟:原料準備:原料主要是鋼板或鋼帶,其質量對無縫鋼管的終質量有至關重要的影響。因此,需要仔細檢查原料的表面質量、附近化學成分和機械性能等指標。加熱與穿孔:將原料加熱到一定的溫度(如1,300 °C),使其變軟并易于塑形。使用穿孔機將加熱后的原料穿孔,形成空心的厚壁毛管。穿孔過程中,原料會不斷旋轉和前進,以確保形成的毛管內壁光滑。熱軋或冷軋:熱軋:毛管經過熱軋機進行軋制,通過多道次軋制逐漸減薄壁厚,形成接近成品尺寸的荒管。熱軋過程中,需要嚴格控制加熱溫度、本地軋制速度等參數,以防止材料性能下降或產生裂紋。冷軋:對于需要更高尺寸精度和表面質量的產品,可以采用冷軋工藝。冷軋通常在二輥式軋機上進行,通過多次軋制達到所需的尺寸和表面質量。冷拔:冷拔工藝是在常溫下對無縫鋼管進行拉伸,以進一步減小其外徑和壁厚。冷拔過程中需要控制拔制速度和減徑率,以防止鋼管內部產生裂紋。精整與熱處理:精整工藝包括切頭、去毛刺、同城矯直、當地酸洗、本地冷處理、本地熱處理等步驟。酸洗時要注意防止過酸腐蝕鋼管表面;熱處理則用于殘余應力、附近改善組織結構、同城提高力學性能。檢驗與入庫:


一般的無縫鋼熱軋工藝的流程如下:首先,將圓管坯進行加熱處理,隨后進行穿孔操作。接著,通過三輥斜軋、本地連軋或擠壓的方式對管坯進行變形。完成變形后,進行脫管處理,隨后進行定徑(或減徑)操作,以確保無縫鋼管的尺寸精度。完成這些步驟后,無縫鋼管需經過冷卻、同城矯直等工序,并進行水壓試驗(或探傷)以確保質量。,對合格的無縫管進行標記并入庫。管生產,主要采用冷拔與熱軋兩種工藝。熱軋的特點在于其高溫變形,使得軋件具有較小的抗力,從而能夠承受大變形量。以鋼板的軋制為例,連鑄坯的原始厚度約為230mm,經過粗軋和精軋的連續作業,終厚度可達到1至20mm。此外,由于鋼板具有較小的寬厚比和相對較低的尺寸精度要求,板形問題較少出現,主要需控制凸度。相較之下,冷軋無縫鋼管的生產流程更為復雜。管坯首先需經過三輥連軋進行預處理,隨后進行擠壓和定徑測試。若表面無裂紋,則圓管會經過割機切割,形成長度約一米的坯料,為后續工序做準備。




