



為了給您提供更的數控等離子切割機激光切割機3000w現貨滿足大量采購產品信息,解鎖數控等離子切割機激光切割機3000w現貨滿足大量采購產品新體驗,視頻帶你玩轉每個細節!
以下是:數控等離子切割機激光切割機3000w現貨滿足大量采購的圖文介紹


數控等離子切割機切割電流
數控等離子切割機切割電流重要的切割工藝參數,直接決定了切割的厚度和速度,即切割能力,造成影響,正確使用數控等離子機進行高質量的快速切割,必須對切割工藝參數進行深刻地理解和掌握。
1.切割電流加大,電弧力量增加,切割能力提高,切割速度是隨之加大;
2.切割電流加大,電弧直徑增加,電弧變粗使得切口變寬;
3.切割電流過大使得噴嘴熱負荷加大,噴嘴過早地損壞,切割質量自然也下降,甚至無法進行正常割。
在等離子切割前選用電源的時候,不能選擇太大或太小的電源。太大的電源,考慮在切割成本上是一種浪費,因為根本就用不了那么大的電流。也不能因為節約切割成本預算,選用等離子電源的時候,把電流的選擇選得過小,這樣在實際切割的時候也是不能達到自己的切割要求,這樣對數控切割機本身是一種很大的傷害!銳特科技提醒您要根據材料的厚度正確選用切割電流和相應的噴嘴。



華宇誠數控科技有限公司(沙坪壩分公司) 生產出的各類 大功率激光切割機系列產品,產品包括: 大功率激光切割機等。公司秉承“服務大眾,不斷創新,合作共贏”的經營理念。堅持 “服務di yi,顧客至上;質量di yi,環保至上”的經營理念和您共同發展。華宇誠數控科技有限公司(沙坪壩分公司)始終將誠信作為公司核心的經營理念,誠信也同樣鑄就了公司的現在和未來。多年來,我司注重把企業誠信文化建設與企業發展管理相結合,建立健全公司誠信體系。因此,莫藝的每一份產品都承載著企業對您的責任,用真誠創造效益。


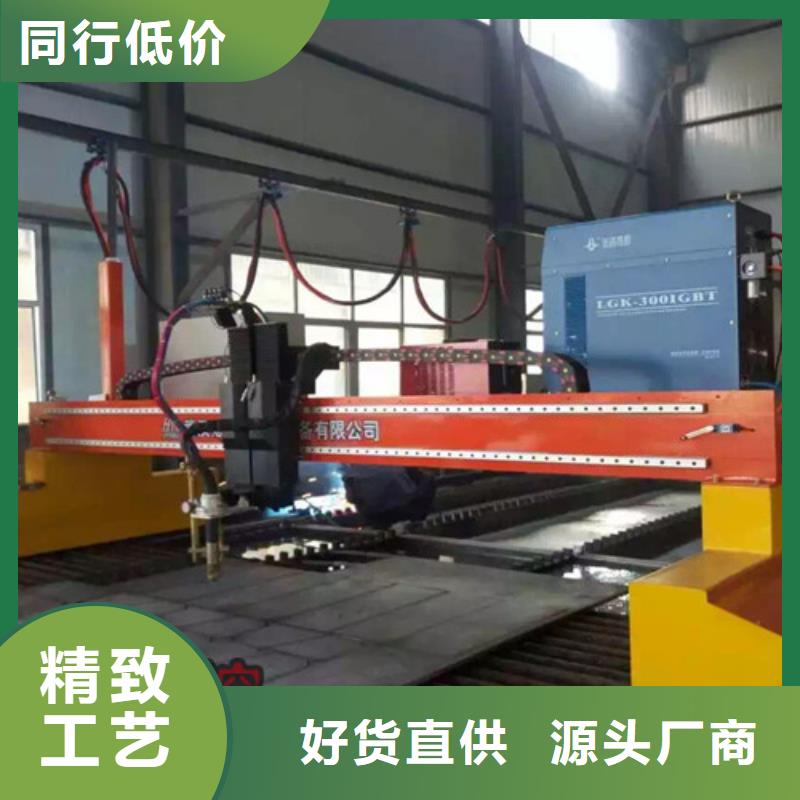
數控等離子切割機主要的應用領域為:不銹鋼、鑄鐵、銅、鋁及其他有色金屬的板材等,主要用于平面切割非規則圖形,理論上只要用AUTOCAD能畫出來的圖形就能切割(半徑小于2倍等離子割縫寬度的圖形無法切割)。一臺完整的數控等離子切割機主要由等離子發生器,數控系統,機床和供氣裝置(空氣壓縮機)幾部分組成。等離子發生器及其割炬組直接決定切割質量,數控系統及機床直接決定切割精度,供氣裝置直接影響切割質量,也是等離子發生器工作的必備條件。
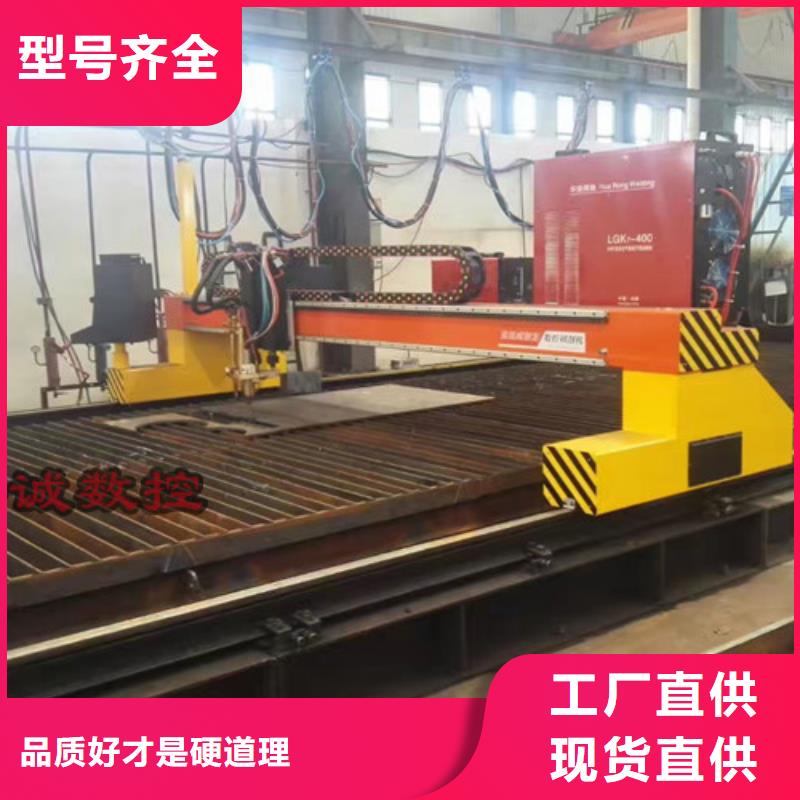
數控等離子切割機在切割速度及切割范圍上都較火焰切割有所改善,加上近年來等離子切割技術的成熟完善,市場上也有越來越多的用戶企業選擇等離子切割方式,相比傳統的切割方式來看,等離子切割具有率、高精度和高穩定性等優點,尤其適合于大批量生產加工及高精度切割要求,另外從成本角度來看,由于去掉了切割燃氣費用,等離子切割相對成本更為經濟,特別是應用于大批量加工生產的時候,其加工成本控制將更為明顯。



hy12050545

數控等離子切割機切割質量的評價指標這一節我們談一下數控等離子切割機切割質量的評價指標,對于數控等離子切割機切割質量的評價指標,相信大家都不是很清楚,接下來就由武漢耐霸小編來給大家介紹一下。 數控等離子切割機切割質量的評價指標目前還沒有性的標準,只有行業標準:即《熱切割等離子弧切割、質量和尺寸偏差》(JB/T 10045.4-1999)。對等離子弧切割質量的評價主要包括以下幾個方面: 一、切口的寬度:它是評價切割機切割質量的重要特征值之一,也反映切割機所能切割小圓的半徑尺寸。它是以切口寬處的尺寸來計量的,大部分等離子切割機的切口寬度在0.15~6mm之間。造成的影響:1、過寬的切口不僅會浪費材料,也會降低切割速度和增大能耗。2、切口寬度主要與噴嘴孔徑有關,一般來說,切口寬度總是要比噴嘴孔徑大10%~40%。3、當切割厚度增加時,往往需要使用更大的噴嘴孔徑,切口也將隨之加寬。4、切口寬度增加,會使割件的變形量增大。二、表面粗糙度:它用來描述切口表面的外觀,確定切割后是否需要再加工。它是測量切口深度2/3處橫斷面上的Ra值。由于切割氣流的作用在切割前進方向上產生縱向振動的結果,主要形式是切割波紋。一般要求氧乙炔法切割后的表面粗糙度:1級Ra≤30μm,2級Ra≤50μm,1級Ra≤100μm。等離子弧切割的切口Ra值通常超過火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱邊的方形度:它也是反映切割質量的重要參數,關系到切割后所需要再加工程度。該指標常用垂直度U或角度公差來表示。一般來說:等離子弧切割時其U值與板厚及工藝參數關系密切,通常在U≤(1%~4%)δ(δ為板厚),激光切割U≤0.5mm。四、熱影響區的寬度:該指標對于那些可硬化或可熱處理的低合金鋼或合金鋼非常重要,過寬的熱影響區寬度會明顯改變切口附近的性能。空氣等離子弧切割的熱影響區寬度在0.3mm左右,水下等離子弧切割時,熱影響區寬度還可以更窄。五、掛渣量:是描述熱切割后在切口下緣粘附的氧化物熔渣或重新凝固材料的多少。掛渣的等級通常是靠肉眼觀測來確定的,一般用無、輕微、中等和嚴重等術語來描述。另外,對割縫直線度、上緣的熔化度以及缺口等也應該有相應的要求。
