





當輸入熱量不足時,被加熱的精軋管邊緣達不到精軋管溫度,金屬組織仍然保持固態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的精軋管邊緣超過精軋管溫度,產生過燒或熔滴,使精軋管形成熔洞。精軋管的兩個邊緣加熱到精軋管溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的精軋管。若擠壓力過小,形成共同晶體的數量就小,精軋管金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出精軋管,不但降低了精軋管強度,而且會產生大量的內外毛刺,甚至造成精軋管搭縫等缺陷。
第三,精軋管應盡量接近擠壓輥位置。若感應圈距擠壓輥較遠時,有效加熱時間較長,熱影響區較寬,精軋管強度下降;反之,精軋管邊緣加熱不足,擠壓后成型不良。精軋管是一個或一組精軋管專用磁棒,精軋管的截面積通常應不小于鋼管內徑截面積的70%,其作用是使感應圈、精軋管精軋管邊緣與磁棒形成一個電磁感應回路,產生鄰近效應,渦流熱量集中在精軋管精軋管邊緣附近,使精軋管邊緣加熱到精軋管溫度。精軋管用一根鋼絲拖動在精軋管內,其中心位置應相對固定在接近擠壓輥中心位置。開機時,由于精軋管快速運動,精軋管受精軋管內壁的磨擦而損耗較大,需要經常更換。精軋管經精軋管和擠壓后會產生焊疤,需要。方法是在機架上固定刀具,靠精軋管的快速運動,將焊疤刮平。精軋管內部的毛刺一般不。



精軋管 硬度是評定金屬材料力學性能常用的指標之一。 精軋管 硬度的實質是材料抵抗另一較硬材料壓入的能力。硬度檢測是評價金屬力學性能迅速、經濟、簡單的一種試驗方法。硬度檢測的主要目的就是測定材料的適用性,或材料為使用目的所進行的特殊硬化或軟化處理的效果。對于被檢測材料而言,硬度是代表著在一定壓頭和試驗力作用下所反映出的彈性、塑性、強度、韌性及磨損抗力等多種物理量的綜合性能。由于通過硬度試驗可以反映金屬材料在不同的化學成分、組織結構和熱處理工藝條件下性能的差異,因此硬度試驗廣泛應用于金屬性能的檢驗、監督熱處理工藝質量和新材料的研制。

這種精軋管流水線設有壓注轉子(即制造模環的自動機)、裝配轉子(即帶有固定澆口棒的機構的轉臺,臺上裝有澆口棒的定心和定位機構)和傳送轉子(即夾取模環并將其從壓注轉子轉送到裝配轉子上的機械手)。壓注轉子、傳送轉子和裝配轉子按順序同軸安裝。裝配后的模組用傳送轉子傳送到同步裝置上,然后用傳送轉子將模組懸掛在傳送鏈上以便進行后續工藝操作。
傳送轉子由裝在同一軸上的若干個機械手構成(數量視同步裝置的工位數而定),機械手可水平和垂直地往返移動,同時還可作角度上的轉動。為將待用的澆口棒裝到裝配轉子上,在流水線中設有類似的同步裝置和傳送轉子。


冷作硬化是一種與過程方法加強精密無縫鋼管、合金的重要手段(冷加工后,強度明顯提高腐爛或合金后),然后是冷沖壓工藝方法可能的前提下,有利于形成和不銹鋼管的加工,合金金、不適合通過熱處理強化。冷拔后,滾動和噴丸處理,可以顯著提高表面強度精密無縫鋼管材料,零件和部件;
該部分應力,往往超過材料屈服極限的局部應力的某些部分,塑性變形引起的,由于加工硬化限制繼續塑性變形的發展,可以提高零部件的度;精密無縫鋼管零件在沖壓,塑性變形強化的陪同下,轉移到周圍的非硬化的部分的變形。通過這樣反復交替過冷沖壓變形得到均勻截面;
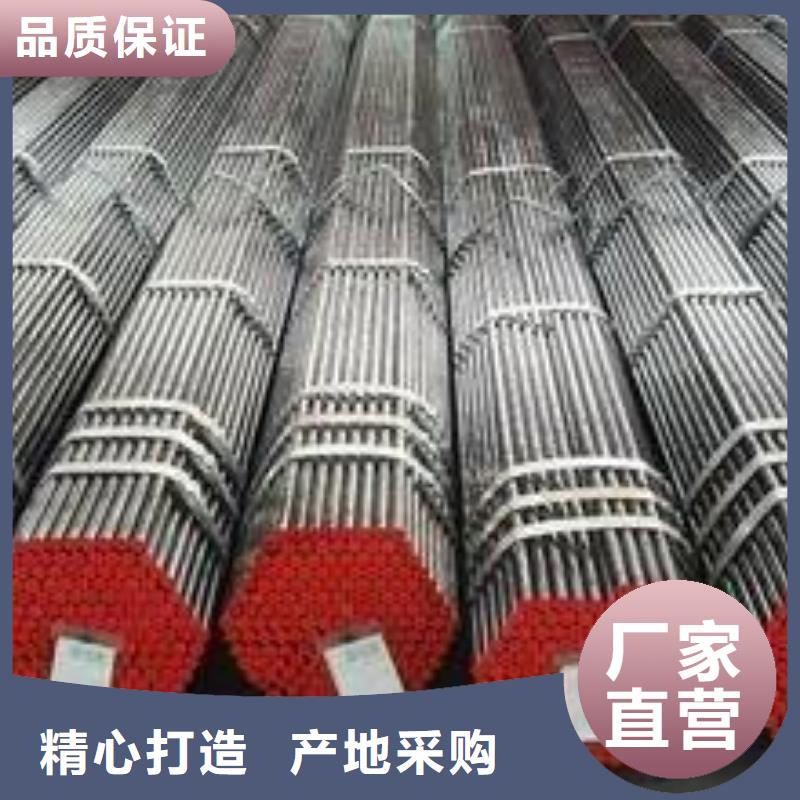
它可以提高低碳鋼的切削性能,切削易分離。但工作的精密無縫鋼管進一步加工困難的硬化。如冷拔鋼絲,由于加工硬化進一步能耗高的畫,甚至被破壞,因而必須通過中間退火加工硬化,然后繪制。當切削硬脆工件的表面層,和增加切割速度的切削力,刀具磨損等。冷軋精密無縫鋼管具有內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口壓扁無裂縫、表面已作防銹處理等特點,主要用于機械結構、液壓設備及汽車摩托車的氣動或液壓元件,如氣缸或油缸等。



融拓金屬材料(鶴山市分公司)科研力量雄厚,擁有一支經驗豐富、富有創新能力的 合金鋼板技術研發團隊,以多年自主知識產權的工業自動化控制技術為基礎,為客戶提供優質的 合金鋼板產品和解決方案,并形成安裝、調試、運行維護、技術升級、遠程數據分析等一系列配套服務。


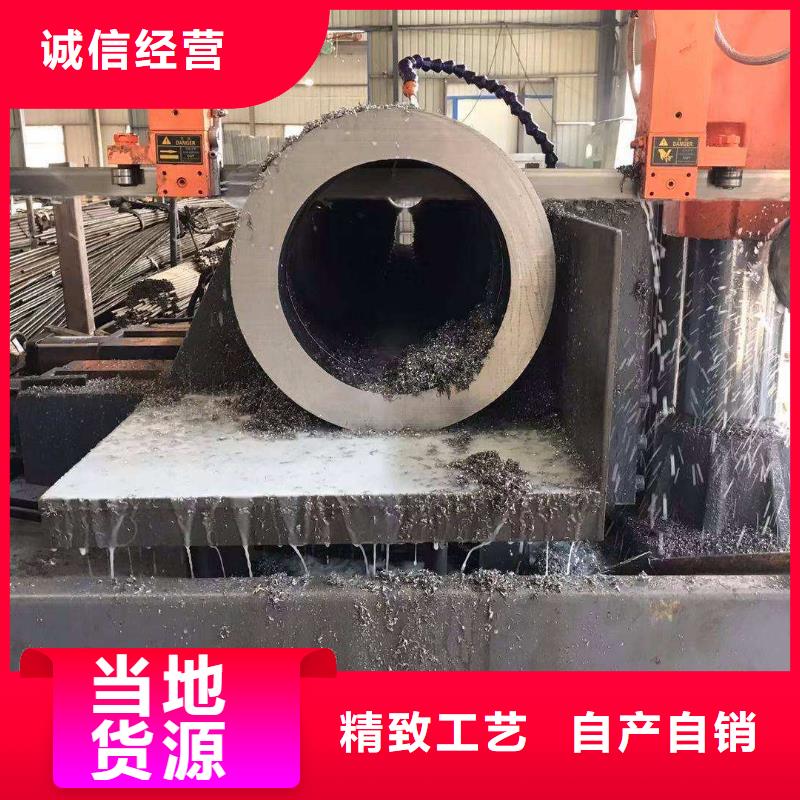
孔型封閉性差:20#精軋管機孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對軋制薄壁管不利。軋制薄壁管和極薄壁管導盤消耗量較大:在軋制D/S≥38的荒管時,寬展量大,導盤間距收小,導盤與軋輥之間的間隙小,導盤磨損量大,還容易造成導盤崩邊。軋制荒管頭尾削尖技術:在連軋管機上將毛管兩端削尖減薄是很困難的,因為軋制壓力太大,同時也沒有用來改變孔型尺寸的適當時間,軋制速度太高。但在20#精軋管機組上,毛管的軋制速度約為連軋管軋機速度的1/6,在軋制管端時就由時間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個研究點。
提高芯棒限動速度:目前速度為0.08-0.30m/s。芯棒限動速度過低,芯棒與軋件內表面相對速度大,摩擦力大,芯棒磨損就大;芯棒限動速度高,則有利于金屬軸向流動,提高荒管出口速度。但問題是芯棒工作輥家常,芯棒循環線加長,設備投資增加。現在分析計算表明,芯棒限動速度提高至0.08-0.41m/s是比較適合實現的。大直徑鋼管的生產:目前,國內設計的20#精軋管機的 規格是φ273mm機型,在幾乎未加任何設備改造的情況下,軋制荒管的規格達到φ360mm。而根據對斜軋技術的研究,包括對φ720mm的輥式擴管機的研究,20#精軋管機設計φ508mm或φ530mm機型完全可能。



