

想要探索【熱軋鋼管】冷拔鋼管源頭工廠量大優惠的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
以下是:山東萊蕪【熱軋鋼管】冷拔鋼管源頭工廠量大優惠的圖文介紹
蘭格精密管(萊蕪市分公司)自成立至今,憑借在 精密異形管行業多年的生產經驗和完善的售后服務,已形成了以眾多生產企業為主的客戶群,公司致力于為每個客戶提供 精密異形管解決方案。


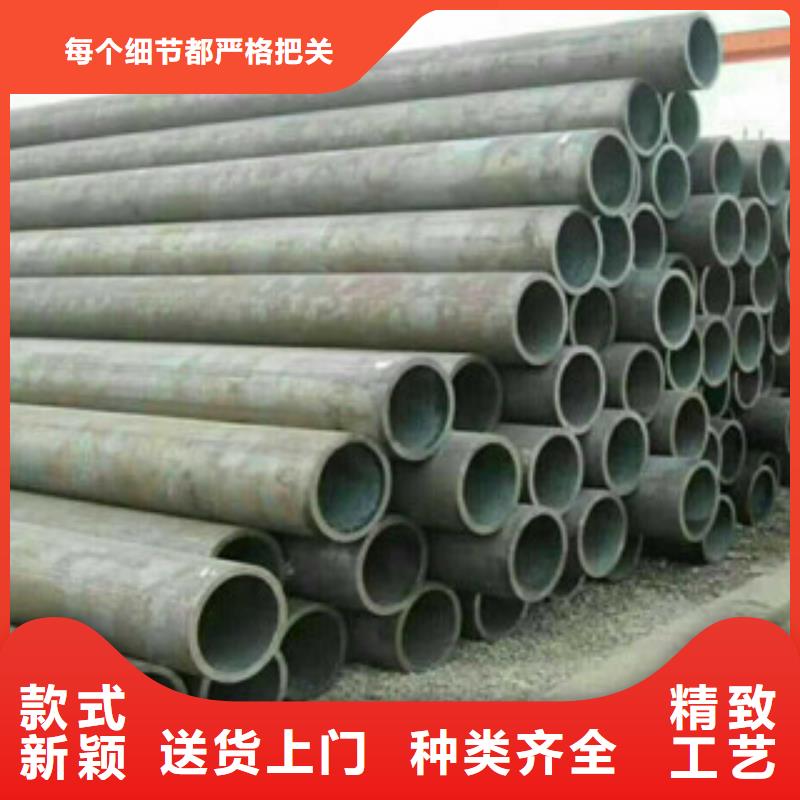
用途:2.1無縫管用途很廣泛。一般用途的無縫管由普通碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量多,主要用作輸送流體的管道或結構零件。2.2、根據用途不同分三類供應:a、按化學成分和機械性能供應;b、按機械性能供應;c、按水壓試驗供應。按a、b類供應的鋼管,如用于承受液體壓力,也要進行水壓試驗。2.3、專門用途的無縫管有鍋爐用無縫管、地質用無縫管及石油用無縫管等多種。種類:3.1、無縫鋼管按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。3.2、按外形分類有圓形管、異形管之分。異形管除方形管和矩形管外,還有橢圓管、半圓管、三角形管、六角形管、凸字形管、梅花形管等。3.3、按材質的不同,分為普通碳素結構管、低合金結構管、優質碳素結構管、合金結構管、不銹管等。



質量要求:鋼的化學成分:鋼的化學成分是影響無縫鋼管性能主要的因素之一,也是制定軋管工藝參數和鋼管熱處理工藝參數的主要依據。 合金元素:有意加入,根據用途。殘余元素:煉鋼帶入,適當控制。有害元素:嚴格控制(As、Sn、Sb、Bi、Pb),氣體(N、H、O)爐外精煉或電渣重熔:提高鋼中化學成分的均勻性和鋼的純凈度,減少管坯中的非金屬夾雜物并改善其分布形態。鋼管幾何尺寸精度和外形:鋼管外徑精度:取決于定(減)徑方法、設備運轉情況、工藝制度等。外徑允許偏差 δ=(D-Di)/Di × D: 或小外徑mmDi:名義外徑mm鋼管壁厚精度:與管坯的加熱質量,各變形工序的工藝設計參數和調整參數,工具質量及其潤滑質量等有關壁厚允許偏差: ρ=(S-Si)/Si× S:橫截面上 或小壁厚Si:名義壁厚mm鋼管橢圓度:表示鋼管的不圓程度。鋼管長度:正常長度、定(倍)尺長度、長度允許偏差鋼管彎曲度:表示鋼管的彎度:每米鋼管長度的彎曲度、鋼管全長的彎曲度鋼管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度鋼管端面坡口角度和鈍邊鋼管表面質量:表面光潔要求危險性缺陷:裂紋、內折、外折、軋破、離層、結疤、拉凹、凸包等。一般性缺陷:麻坑、青線、劃傷、碰傷、輕的內、外直道、輥印等。



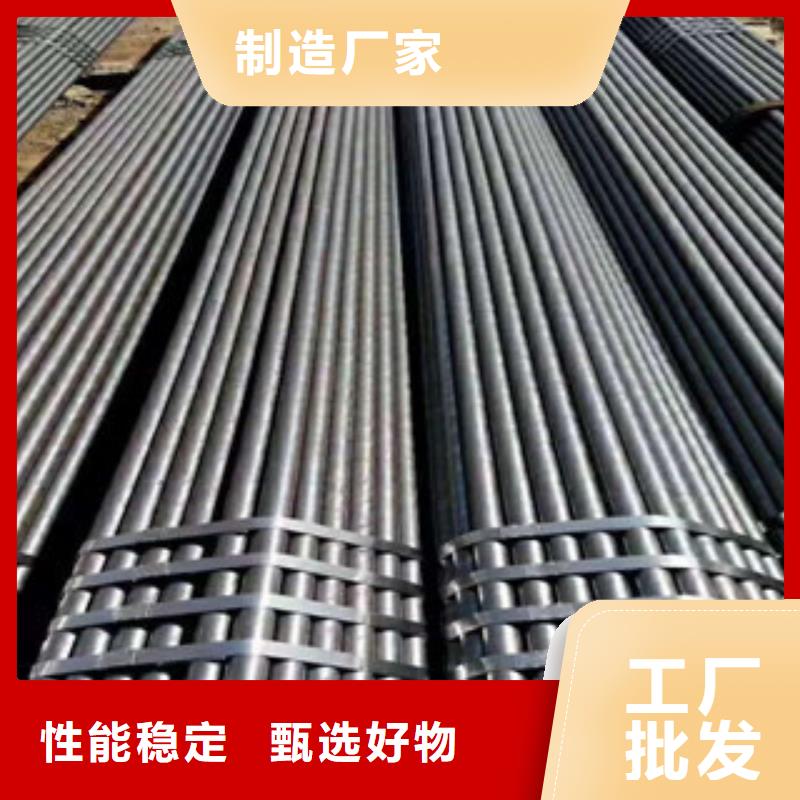
無縫管1、生產制造方法按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。


主要特性:這種鋼的性能優于30Mn2鋼,淬透性較高,在水中臨界淬透直徑達8~22mm,可切削性良好,冷變形塑性及焊接性中等;另外鋼在熱處理時韌性減低不多,但卻有相當高的強度和耐磨性,特別是水淬時仍有較高的韌性;但是此鋼對白點敏感性大,熱處理時有回火脆性傾向及過熱敏感性。
應用舉例:這種鋼主要在調質狀態下使用,用于制造要求高韌性和耐磨性的熱沖壓件;也可在正火或熱軋供應狀態下使用,如拖拉機的履帶銷等。無縫鋼管每米重量W=0.02466*S(D-S)符號意義 :D=外徑 S=壁厚計算舉例 :外徑為60mm壁厚4mm的無縫鋼管,求每m重量。每m重量=0.02466*4*(60-4=5.52Kg
27siMn無縫鋼管力學性能抗拉強度 σb (MPa):≥980;屈服強度 σs (MPa):≥835;伸長率 δ5/(%):≥12;斷面收縮率 ψ/(%):≥40;沖擊吸收功 (沖擊值)(Aku2/J):≥39
應用舉例:這種鋼主要在調質狀態下使用,用于制造要求高韌性和耐磨性的熱沖壓件;也可在正火或熱軋供應狀態下使用,如拖拉機的履帶銷等。無縫鋼管每米重量W=0.02466*S(D-S)符號意義 :D=外徑 S=壁厚計算舉例 :外徑為60mm壁厚4mm的無縫鋼管,求每m重量。每m重量=0.02466*4*(60-4=5.52Kg
27siMn無縫鋼管力學性能抗拉強度 σb (MPa):≥980;屈服強度 σs (MPa):≥835;伸長率 δ5/(%):≥12;斷面收縮率 ψ/(%):≥40;沖擊吸收功 (沖擊值)(Aku2/J):≥39


