


我們的鋼材層層質檢視頻現已上線,解鎖產品新視界,視頻帶你一探究竟!
以下是:鋼材層層質檢的圖文介紹

宜昌秭歸圓鋼熱切加熱爐的特點:1、宜昌秭歸圓鋼熱切加熱爐提高生產效率由于采用中頻感應加熱,加熱效率高、速度快,不用預熱,可以縮短輔助時間,提高生產效率1.6倍。2、宜昌秭歸圓鋼熱切加熱爐節約材料,提高鍛坯質量由于采用組合模具進行自動下料,下料重量得到控制,重量誤差≤0.5%(人工下料重量誤差約為2%);另外采用中頻感應加熱速度快、采用“一火鍛造”比原來減少一次加熱過程,氧化脫炭少,通過壓縮下料公差及鍛坯留量可以節省原材料8.2%。由于鍛坯氧化皮少,鍛件的外觀質量明顯改善。3、宜昌秭歸圓鋼鋼材熱切加熱爐節能環保,衛生由“二火鍛造”改為“一火鍛造”,可以減少一次下料加熱的燃油及電耗,節約能源約56%;采用中頻感應加熱取代燃油加熱,了燃油加熱時產生的熱輻射、煙塵、so2氣體排放造成的污染以及鼓風機噪聲對周圍環境的影響;火災隱患得以控制。4、宜昌秭歸圓鋼熱切加熱爐減輕勞動強度,節省勞動力人工下料時,一根長棒料重約1~2百公斤,用人工下料體力消耗很大;采用自動下料,取消了下料工序,可節省下料人員。5、宜昌秭歸圓鋼熱切加熱爐溫度控制容易、準確采用中頻感應加熱,配合進料速度調節,加熱溫度易控制;采用非接觸式紅外測溫頭連續測量、監控溫度,自動顯示并記錄,溫度控制準確,有效杜絕了燃油加熱時容易產生的“過燒”現象。


宜昌秭歸雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形,形成開口的O形。5. 預焊:使成型后宜昌秭歸鋼管合縫并采用氣體保護焊(MAG)進行連續焊接。6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內側進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側進行焊接。超聲波檢驗對螺旋鋼管內外焊縫及焊縫兩側母材進行的檢查。8. X射線檢查:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態。



宜昌秭歸螺旋鋼管廠家所生產的宜昌秭歸螺旋鋼管品種多,在裝卸過程中難免發生鋼管損傷的情況,具體事項如下:1、宜昌秭歸螺旋鋼管包裝應能避免在正常裝卸、運輸和儲存中松散和受損。2、如果需方對宜昌秭歸螺旋鋼管的包裝材料和包裝方式有特殊要求的應在合同中注明;如未注明,包裝材料和包裝方式有供方選擇。3、包裝材料應符合有關的規定。如果沒有要求包裝材料,應達符合預定的用途,避免浪費和造成環境污染。4、如果客戶要求螺旋鋼材不能在外表上有磕碰等損傷,可以考慮在宜昌秭歸螺旋鋼管之間采用保護裝置。保護裝置可以使用膠皮、草繩、纖維布、塑料、管帽等。5、薄壁宜昌秭歸螺旋鋼管由于厚壁薄可以采用管內支撐或者管外框架保護的措施。支架和外框的材料采用和宜昌秭歸螺旋鋼管材質一致的鋼料。6、 規定螺旋鋼材采用散裝的方式。如果客戶要求打捆可以酌情考慮,但是口徑必須在159MM到500MM之間,。打捆的材料使用鋼帶打包并扣緊,每道應至少擰成兩股,并根據宜昌秭歸螺旋鋼管的外徑和重量適度增加,防止松散的情況發生。7、定尺的宜昌秭歸螺旋鋼管可以不打捆。


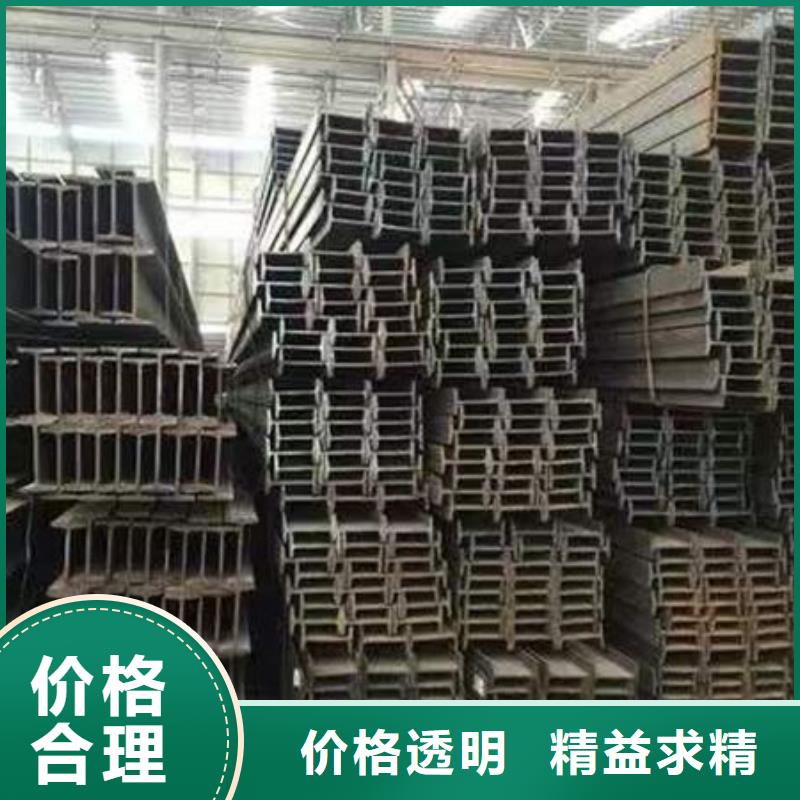
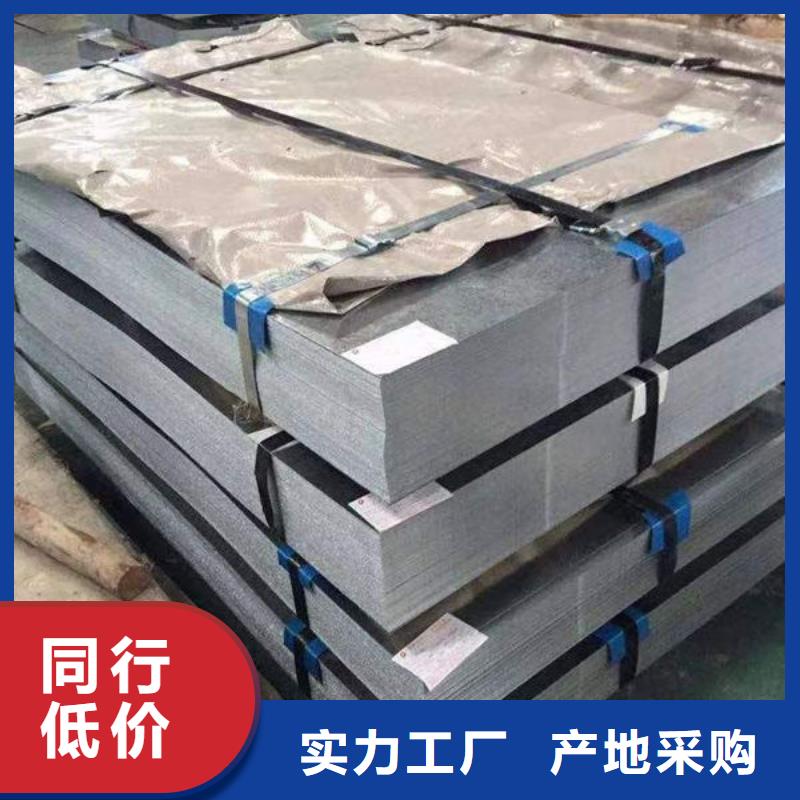
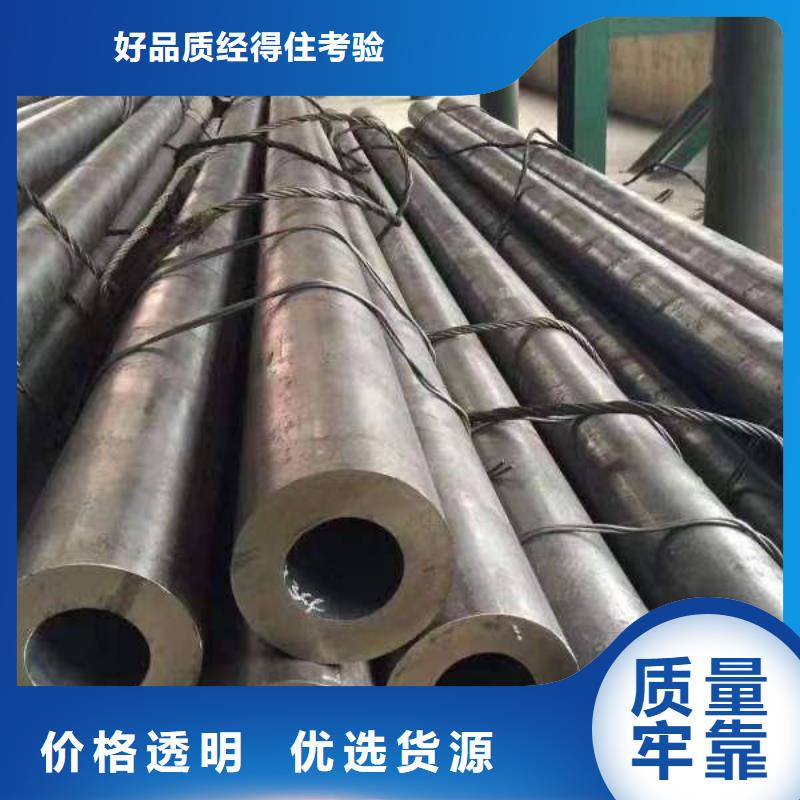
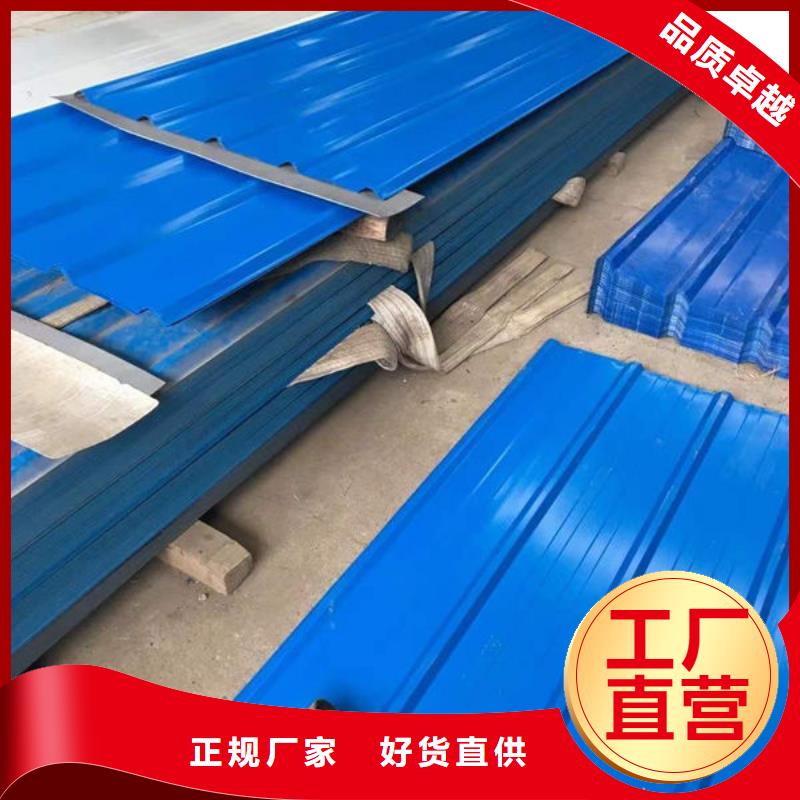
角鋼槽鋼工字鋼無縫鋼管不銹鋼板贛達金屬材料(秭歸縣分公司)是一家集研發、生產、銷售和服務于一體的【不銹鋼板】生產廠家。歡迎蒞臨指導。


